单元膜片之间的主拼缝采用高温PTFE熔接机进行热熔,热熔前需将膜布清洁,不得有杂物。
1然后将FEP点焊在膜布上。
2点焊FEP完成之膜布,首先对准两端坐标点进行假焊接。
3将此段熔接区进行预张拉,防止加工过程产生的局部缩收。
4进行全段假固定焊接
5进行正式热熔
6制作需求
膜制作需依各膜材不同,而去调整温度、压力、及熔接时间。并依操作手册来进行。
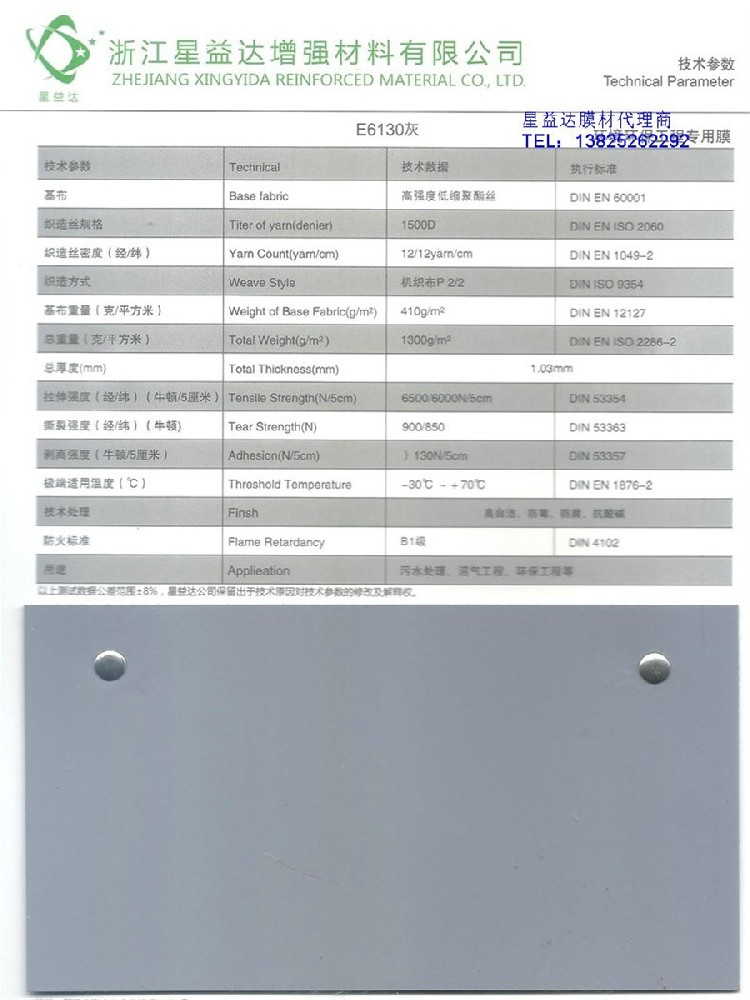
◆熔接分高频(适宜PVC膜)和高温(适宜PTFE膜),应根据各膜材类型、型号先进行样品试验,制作确定优化加工参数:熔接机功率、频率、温度、压力及熔接时间,在正式产品制作时,严格要求操作程序。
◆膜片接点必须连接可靠,使接点强度应大于膜材抗拉强度的80%,此外接合缝之宽度应大于60mm
◆相邻膜片设计对缝处应严格对缝,其错位误差不得超过10mm
◆膜边缘索曲率制作误差不得大于0.3%,使索套发生扭曲变形
◆整体膜片制作尺寸的误差不得超过L/200,且不大于50mm
◆不锈钢螺栓间距和U型夹片间距不得大于3mm,非固定边不在此限
Copyright © 2006-2023 深圳市诺科空间膜结构有限公司 All Rights Reserved. 粤ICP备19124677号 XML地图
24小时服务热线
